新聞中心
聯(lián)系我們
手 機(jī):19279864570
郵 箱:40045692@qq.com
Q Q:40045692
地 址:上海市奉賢區(qū)南橋鎮(zhèn)國(guó)順路936號(hào)5幢
控制塑料收縮率,你必須知道的四大因素
一、簡(jiǎn)介
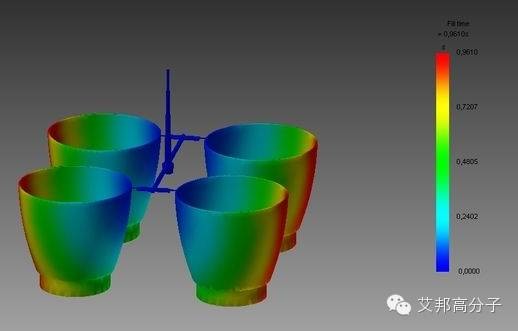
熱塑性塑料的特性是在加熱后膨脹,冷卻后收縮。當(dāng)然加壓后體積也將縮小。在注塑成型過程中首先將熔融塑料注射入模具型腔內(nèi),充填結(jié)束后熔料冷卻固化,從模具中取出塑件時(shí)即出現(xiàn)收縮,此收縮稱為成型收縮。塑件從模具取出到穩(wěn)定這段時(shí)間內(nèi),尺寸仍會(huì)出現(xiàn)微小的變化,一種變化是繼續(xù)收縮,另一種變化是某些吸濕性塑料因吸濕而出現(xiàn)膨脹,但是其中起主要作用的是成型收縮。
二、塑件結(jié)構(gòu)及性質(zhì)的影響
對(duì)于成型件壁厚來說,一般由于厚壁的冷卻時(shí)間較長(zhǎng),因而收縮率也較大.對(duì)于一般塑件來說,當(dāng)沿熔料方向尺寸與垂直于熔料流動(dòng)方向尺寸的差異較大時(shí),則收縮率差異也較大.從熔料流動(dòng)距離來看,遠(yuǎn)離澆口部分的壓力損失大,因而該處的收縮率也比靠近澆口部位大。因加強(qiáng)筋、孔、凸臺(tái)和雕刻等形狀具有收縮抗力,因而這些部位的收縮率較小。
1)塑料結(jié)構(gòu)對(duì)制品收縮率的影響
(1) 厚壁塑件比薄壁塑件收縮率大(但大多數(shù)塑料1mm薄壁制件反而比2mm收縮率大,這是由于熔體在模腔內(nèi)阻力增大的緣故);
(2) 塑件上帶嵌件比不帶嵌件的收縮率小;
(3) 塑件形狀復(fù)雜的比形狀簡(jiǎn)單的收縮率要小;
(4) 塑件高度方向一般比水平方向的收縮率小;
(5) 細(xì)長(zhǎng)塑件在長(zhǎng)度方向上的收縮率小;
(6) 塑件長(zhǎng)度方向的尺寸比厚度方向尺寸的收縮率小;
(7) 內(nèi)孔收縮率大,外形收縮率小。
2)塑料性質(zhì)對(duì)制品收縮率的影響
(1) 結(jié)晶型塑料收縮率大于無定形塑料;
(2) 流動(dòng)性好的塑料,成型收縮率小;
(3) 塑料中加入填充料,成型收縮率明顯下降;
(4) 不同批量的相同塑料,成型收縮率也不相同。
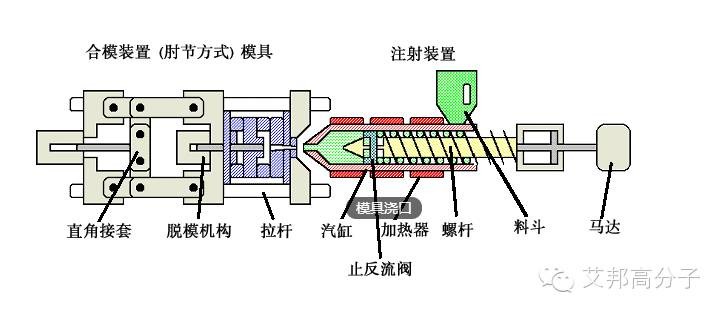
三、模具結(jié)構(gòu)的影響
澆口形式對(duì)收縮率也有影響。用小澆口時(shí),因保壓結(jié)束之前澆口即固化而使塑件的收縮率增大。注塑模具中的冷卻回路結(jié)構(gòu)也是模具設(shè)計(jì)中的一個(gè)關(guān)鍵。冷卻回路設(shè)計(jì)不當(dāng),則因塑件各處溫度不均衡而產(chǎn)生收縮差,其結(jié)果是使塑件尺寸差或變形。在薄壁部分,模具溫度分布對(duì)收縮率的影響則更為明顯。小編總結(jié)了以下四點(diǎn):
(1) 澆口尺寸大,收縮率減小;
(2) 垂直的澆口方向收縮率減小,平行的澆口方向收縮率增大;
(3) 遠(yuǎn)離澆口比近澆口的收縮率小;
(4) 有模具限制的塑件部分的收縮率小,無限制的塑件部分的收縮率大。
四、成型工藝對(duì)塑料制品收縮率的影響
(1)料筒溫度:料筒溫度較高時(shí),壓力傳遞較好而使收縮力減小。但用小澆口時(shí),因澆口固化早而使收縮率仍較大。對(duì)于壁厚塑件來說,即使筒溫度較高,其收縮率仍較大。
(2)補(bǔ)料:在成型條件中,盡量減少補(bǔ)料以使塑件尺寸保持穩(wěn)定。但補(bǔ)料不足則無法保持壓力,也會(huì)使收縮率增大。
(3)注射壓力:注射壓力是對(duì)收縮率影響較大的因素,特別是充填結(jié)束后的保壓壓力。在一般情況下,壓力較大時(shí)候因材料的密度大,收縮率就較小。
(4)注射速度:注射速度對(duì)收縮率的影響較小。但對(duì)于薄壁塑件或澆口非常小,以及使用強(qiáng)化材料時(shí),注射速度加快則收縮率小。
模具溫度:通常模具溫度較高時(shí)收縮率也較大。但對(duì)于薄壁塑件,模具溫度高則熔料的流動(dòng)抗阻小,進(jìn)而收縮率反而較小。
(5)成型周期:成型周期與收縮率無直接關(guān)系。但需注意,當(dāng)加快成型周期時(shí),模具溫度、熔料溫度等必然也發(fā)生變化,從而影響收縮率的變化。
(6)模具溫度:模具溫度越高,收縮率越大

五、常用塑料收縮率
以下是常用的塑膠收縮率
PA6系列成型收縮率
名稱及描述成型收縮率% 備注
15%玻纖增強(qiáng)PA6 0.5-0.8 PA6G15
20%玻纖增強(qiáng)PA6 0.4-0.6 PA6G20
30%玻纖增強(qiáng)PA6 0.3-0.5 PA6G30
40%玻纖增強(qiáng)PA6 0.1-0.3 PA6G40
50%玻纖增強(qiáng)PA6 0.1-0.3 PA6G50
25%玻纖增強(qiáng)阻燃PA6 0.2-0.4 Z-PA6G25
30%玻纖增強(qiáng)阻燃PA6 0.2-0.4 Z-PA6G30
30%玻纖增強(qiáng)無鹵阻燃PA6 0.2-0.4 Z-PA6G30
無鹵阻燃PA6 0.8-1.2 Z-PA6
30%礦物填充無鹵阻燃PA6 0.5-0.8 Z-PA6M30
30%玻璃微珠填充PA6 0.8-1.2 PA6M30
30%玻纖礦物復(fù)合填充PA6 0.3-0.5 PA6M30
40%玻纖礦物復(fù)合填充PA6 0.2-0.5 PA6M40
30%礦物填充PA6 0.6-0.9 PA6M30
40%礦物填充PA6 0.4-0.7 PA6M40
PA6一般注塑級(jí) 1.4-1.8 PA6
PA6快速成型 1.2-1.6 PA6
PA6一般增韌 1.0-1.5 PA6
PA6中等增韌 0.9-1.3 PA6
PA6超增韌 0.9-1.3 PA6
MoS2填充耐磨PA6 1.0-1.4 PA6
PA66系列成型收縮率
名稱及描述成型收縮率% 備注
15%玻纖增強(qiáng)PA66 0.6-0.9 PA66G15
20%玻纖增強(qiáng)PA66 0.5-0.8 PA66G20
25%玻纖增強(qiáng)耐熱油PA66 0.4-0.7 PA66G25
30%玻纖增強(qiáng)PA66 0.4-0.7 PA66G30
30%玻纖增強(qiáng)耐水解PA66 0.3-0.6 PA66G30
40%玻纖增強(qiáng)PA66 0.2-0.5 PA66G40
50%玻纖增強(qiáng)PA66 0.1-0.3 PA66G50
25%玻纖增強(qiáng)阻燃PA66 0.2-0.4 Z-PA66G25
30%玻纖增強(qiáng)阻燃PA66 0.2-0.4 Z-PA66G30
30%礦物填充無鹵阻燃PA66 0.2-0.4 PA66M30
30%礦物填充無鹵阻燃PA66 0.4-0.7 Z-PA66M30
30%玻纖礦物復(fù)合填充PA66 0.2-0.5 PA66M30
PA/ABS系列成型收縮率
名稱及描述成型收縮率% 備注
10%玻纖增強(qiáng)PA/ABS 0.3-0.6 PA/ABSG10
20%玻纖增強(qiáng)PA/ABS 0.2-0.5 PA/ABSG20
30%玻纖增強(qiáng)PA/ABS 0.1-0.3 PA/ABSG30
20%玻纖增強(qiáng)阻燃PA/ABS 0.2-0.5 Z-PA/ABSG20
耐沖擊PA/ABS 0.5-0.8 PA/ABS
高沖擊PA/ABS 0.8-1.0 PA/ABS
PP系列成型收縮率
名稱及描述成型收縮率% 備注
20%滑石粉填充PP 1.0-1.5 PPM20
30%滑石粉填充PP 0.8-1.2 PPM30
40%滑石粉填充PP 0.8-1.0 PPM40
20%滑石粉填充增韌PP 1.0-1.2 PPM20
20%碳酸鈣填充PP 1.2-1.6 PPM20
10%玻纖增強(qiáng)PP 0.7-1.0 PPG10
20%玻纖增強(qiáng)PP 0.5-0.8 PPG20
30%玻纖增強(qiáng)PP 0.4-0.7 PPG30
40%玻纖增強(qiáng)PP 0.3-0.5 PPG40
20%玻璃微珠填充PP 1.2-1.6 PPM20
30%玻璃微珠填充PP 1.0-1.2 PPM20
15%玻纖增強(qiáng)阻燃PP 0.5-0.7 Z-PPG15
20%玻纖增強(qiáng)阻燃PP 0.3-0.5 Z-PPG20
30%玻纖增強(qiáng)阻燃PP 0.2-0.4 Z-PPG30
溴系阻燃級(jí)PP 1.5-1.8 PP
無鹵阻燃級(jí)PP 1.3-1.6 PP
高流動(dòng)高鋼性PP 1.5-2.0 PP
一般增韌PP 1.5-2.0 PP
中等增韌PP 1.4-1.9 PP
超增韌PP 1.3-1.8 PP
耐熱老化PP1 1.5-2.0 PP1
耐熱老化PP2 1.5-2.0 PP2
耐熱老化PP3 1.5-2.0 PP3
抗沖擊耐侯PP4 1.5-2.0 PP4
高抗沖耐侯PP5 1.5-1.8 PP5
20%滑石粉填充PP6 1.0-1.2 PP6
30%滑石粉填充PP7 0.9-1.1 PP7
40%滑石粉填充PP8 0.8-1.0 PP8
20%玻纖增強(qiáng)PP9 0.5-0.8 PP9
30%玻纖增強(qiáng)高耐熱PP 0.4-0.7 PP10
PC系列成型收縮率
名稱及描述成型收縮率% 備注
10%玻纖增強(qiáng)PC 0.3-0.5 PCG10
20%玻纖增強(qiáng)PC 0.3-0.5 PCG20
25%玻纖增強(qiáng)PC 0.2-0.4 PCG25
30%玻纖增強(qiáng)PC 0.2-0.4 PCG30
20%玻纖增強(qiáng)阻燃PC 0.2-0.4 Z-PCG20
25%玻纖增強(qiáng)阻燃PC 0.2-0.4 Z-PCG25
30%玻纖增強(qiáng)阻燃PC 0.2-0.4 Z-PCG30
20%玻纖增強(qiáng)無鹵阻燃PC 0.2-0.4 Z-PCG20
30%玻纖增強(qiáng)無鹵阻燃PC 0.1-0.3 Z-PCG30
20%玻璃微珠填充PC 0.3-0.6 PCM20
PC/ABS系列成型收縮率
名稱及描述成型收縮率% 備注
20%玻纖增強(qiáng)PC/ABS 0.2-0.4 PC/ABSG20
溴系阻燃PC/ABS 0.3-0.6 Z-PC/ABS
無鹵阻燃PC/ABS 0.4-0.7 Z-PC/ABS
耐侯級(jí)PC/ABS 0.4-0.7 PC/ABS
35%PC 0.4-0.6PC/ABS
65%PC 0.4-0.7PC/ABS
85%PC 0.4-0.7PC/ABS
PC/PBT系列成型收縮率
名稱及描述成型收縮率% 備注
10%玻纖增強(qiáng)PC/PBT 0.5-0.8 PC/PBTG10
20%玻纖增強(qiáng)PC/PBT 0.4-0.6 PC/PBTG20
30%玻纖增強(qiáng)PC/PBT 0.3-0.5 PC/PBTG30
30%玻纖增強(qiáng)阻燃高耐熱PC/PBT 0.3-0.5 Z-PC/PBTG30
高沖擊高耐熱PC/PBT 0.6-1.0 PC/PBT
PBT/ABS系列成型收縮率
名稱及描述成型收縮率% 備注
20%玻纖增強(qiáng)PBT/ABS 0.3-0.5 PBT/ABSG20
30%玻纖增強(qiáng)PBT/ABS 0.2-0.4 PBT/ABSG30
20%玻纖增強(qiáng)阻燃PBT/ABS 0.2-0.4 Z-PBT/ABSG20
30%玻纖增強(qiáng)阻燃PBT/ABS 0.2-0.4 Z-PBT/ABSG30
通用注塑級(jí)PBT/ABS 0.8-1.2 PBT/ABS
通用阻燃級(jí)PBT/ABS 0.7-1.1 PBT/ABS
ABS系列成型收縮率影響塑料制品收縮率的因素
名稱及描述成型收縮率% 備注
20%玻纖增強(qiáng)ABS 0.2-0.4 ABSG20
25%玻纖增強(qiáng)ABS 0.2-0.4 ABSG25
30%玻纖增強(qiáng)ABS 0.1-0.3 ABSG30
20%玻纖增強(qiáng)阻燃ABS 0.1-0.3 Z-ABSG20
一般阻燃級(jí)ABS 0.4-0.7 Z-ABS
一般注塑級(jí)ABS 0.4-0.7 ABS
耐侯級(jí)ABS 0.4-0.7 ABS





